Building a Speaker at Audio
Products International
Many parts go into the average modern loudspeaker. Metal,
wire, magnets, wood, plastic, resistors, capacitors, inductors -- they’re all in
there, but most speaker makers these days use many parts manufactured by outside vendors.
Some purchase complete speaker drivers (woofers, tweeters) from other companies; others
have the cabinets built for them. Smaller speaker manufacturers often outsource all of the
production work and focus strictly on design. Because so many pieces are involved and the
manufacturing techniques for each vary -- the number of required machines alone is
enormous -- there are few places in the world where you can see a speaker built from
scratch under one roof, and Audio Products International, in Toronto, Ontario, is one of
them.
I was lucky enough to get a tour of API’s massive,
165,000-square-foot factory, which employs almost 300 people and churns out speakers under
the brand names of Athena Technologies, Energy, and Mirage. SoundStage!
covered the basics of the production facility a few years ago. Rather than cover that
ground again, I decided to follow the production line for a single speaker all the way
through to see how all its pieces were assembled.
The day I visited, the factory was making Energy encore2
satellites. This compact two-way speaker has a 4" woofer and 1" tweeter and
retails for $350/pair USD. It is often sold as part of the Energy encore6 home-theater
system, with matching encore1 center-channel and encore8 subwoofer, all for $999.
Speaker driver assembly
While the materials used continue to improve, the basic
design of a woofer hasn’t changed in a long time. The speaker cone is connected to a
voice coil, a small cylinder of wire connected to an amplifier’s output. As
electricity passes through it, the coil becomes magnetically charged. The resulting
magnetic field either attracts or repels a larger magnet surrounding the coil. Those
magnetic interactions move the coil -- and the cone attached to it -- in and out, which in
turn moves the air to produce soundwaves. There are a few other parts involved to help
control the motion of the cone, such as the spider and the suspension. A good animated
diagram showing the basic parts of a woofer can be found at http://electronics.howstuffworks.com/speaker5.htm.
The first step in building a woofer is to wind (by machine)
a precise length of wire around a metal cylinder core to build the voice coil. That coil
is then glued into the center of the spider, as shown here:

Note the orange voice-coil wire in the center. The
driver’s spider is the yellow ring. The spider helps keep the coil centered while
also preventing it from traveling too far vertically from the speaker magnet. The
resulting subassembly is then wrapped with a magnet below and the cone above to make the
completed driver.

This is the 4" woofer of the encore2. You can see a
hint of the yellow spider assembly in the middle, showing how the parts shown in the
preceding picture fit. The voice coil, in the center, is glued to the bottom of the
speaker cone, which is then glued to the speaker basket with the rubber surround. The cone
is made of multilaminated aluminum polycarbonate (the same strong plastic, marketed as
Lexan, of which bulletproof windows are made), the magnet of neodymium. The surround is
made of rubber -- a big improvement over the older, foam type, providing more consistent
damping and longer life. (Foam tends to disintegrate after a decade or two.) On the left
side, the speaker magnet is just below the spider, with the voice coil in the center of
the magnet. To magnetically shield the encore2, a second magnet is attached to the one
driving the speaker, wired in reverse polarity in order to cancel the first magnet’s
magnetic field. A metal cup (the shiny, silverish part on the left in this picture) is
placed on the outside of these two magnets. The cup further damps the field and protects
the magnets.
Tweeters are constructed similarly, albeit with much
smaller parts, as high frequencies don’t require moving as much air. This means you
can use a small dome, such as the 1" aluminum dome of the encore2, instead of a large
cone. The suspension of the encore2’s tweeter is made of cloth.
Designers have many ways of fine-tuning a speaker
driver’s sound:
- Change the length or wire gauge of the voice-coil wire
- Use a different magnet
- Alter the size or placement of the voice coil in the gap of
the magnet it slides into
- Change the stiffness or material of the cone or spider
- Change the type of rubber used in the surround
Such adjustments can change the frequency range the speaker
operates over, the efficiency with which it plays, and many other parameters. As one
example, drivers with metal cones and domes, such as those we’re looking at here, are
more rigid than those made from paper or plastic. This means they distort less as
they’re moved, and can handle more power. The downside is that, like anything else
made of metal, a metal driver can ring. Usually speaker drivers are built so that the
frequency at which the driver rings is well above the upper limit of the frequency range
it is designed to reproduce, but the ringing can still be very loud at that point. This
normally is compensated for by using the speaker’s crossover to block that frequency.
The ability to adjust all these parameters and manufacture
a custom driver to specification means that API’s speaker designers can build working
prototypes of new designs in a few hours. At most speaker companies, getting a prototype
of a new driver design might take days or weeks, especially when, as is frequently the
case, the drivers are made overseas. Being able to do this in-house is a major design
advantage for API.
Cabinet components
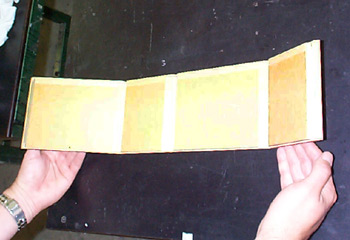
Here, a piece of 0.5" medium-density fiberboard (MDF),
the most popular material used for speaker cabinets, has been machined to make four sides
of the speaker enclosure. Making as much of the speaker as possible out of a single piece
of MDF helps make the enclosure more solid, and reduces cabinet vibrations and air leakage
at high volume levels.
Once the enclosure is folded into position, only one seam
needs to be glued, which makes for excellent cosmetics as well as better sound. Every seam
in a speaker cabinet is another place air can escape, which reduces bass quantity and
quality. The machining necessary to get this much precision from fiberboard is impressive,
and virtually demands a big production line. Nowadays, computer numerically controlled
(CNC) tools do much of the actual milling. One reason larger manufacturers can now build
small speakers so economically is because they can afford to amortize the machine-setup
charges over many more units. It would be extremely difficult to match this level of
assembly detail in a normal woodworking shop, which wouldn’t be able to afford the
cash and/or the space for a large CNC machine.
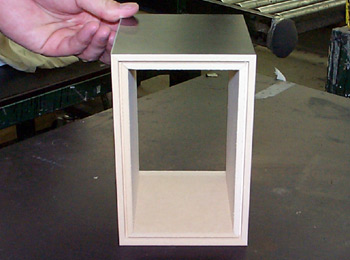
These plastic plates for the speaker’s front and rear
panels are made from an injection-molded composite resin; a ring of nitrile rubber (NBR)
is used to reduce the vibration of the drivers against the plastic. Plastic parts this
complicated require expensive tooling to be produced inexpensively -- another area where a
large number of units must be made before the initial setup charge can be profitably
amortized. The exact shape and size of the enclosure near the speaker drivers,
particularly the tweeter, can dramatically change how a speaker’s output is dispersed
into the room; many of today’s speaker designers carefully sculpt this part of the
speaker for better performance. API does farm out the production of these plastic parts;
injection molding is an industry entirely different from what they focus on. Still, this
doesn’t inconvenience the design team too much; the front baffle has fewer
interacting parts to fiddle with than other parts of a speaker, so it’s possible to
use CNC technology to prototype front panels out of wood for initial testing.
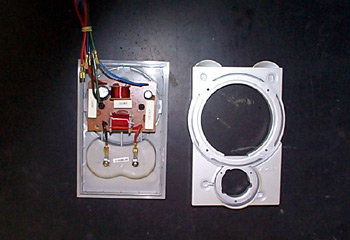
Note the surprising complexity of the crossover for a
two-way speaker in this price range: two inductors, two capacitors, and three resistors.
It’s not unusual to find an inexpensive speaker with a single capacitor (blocks low
frequencies) for the tweeter and an inductor (blocks high frequencies) for the woofer. The
encore2’s complicated crossover is part of what allows API to use the more
temperamental metal cones. This illustration also shows how the speaker is built for
maintenance in the field. Even after an encore2 has been assembled, you can pull the
woofer out to replace or repair the crossover board.
Cabinet assembly

All of the parts above are glued together, and the MDF is
covered with the ebony gloss laminate that gives this speaker its interesting industrial
look. API makes sure all panels are glued on consistently with a big, hydraulic
panel-stamping machine that applies pressure evenly over all surfaces of the enclosure --
again, any air leaks will decrease the overall quality of sound. A detail you don’t
see in any of these pictures is that the rear of the encore2’s cabinet includes a
mounting bracket that lets the speaker be hung on a wall. At a total weight of only six
pounds, it doesn’t take much to hold this speaker up, and using this bracket with the
matching encore2 stand lets you adjust the angle at which the speaker points toward the
listening position.
The finished product

One interesting thing you can see here is that the woofer
is actually slightly larger than the wooden part of the enclosure. There are some
dispersion-related design advantages to making a speaker cabinet as narrow as possible,
not to mention the cosmetic value of a smaller box, and the custom plastic front baffle
lets API cut a fraction of an inch off the speaker’s width. When the speaker’s
only 5.1" wide to begin with, that means a lot.
Each encore2 then goes through several rounds of testing to
ensure that it matches the reference design within the tolerances API will accept. API
writes their own testing software, including modules that guess at what’s wrong with
a failed speaker -- for example, flagging the tweeter as the source of the problem. Each
speaker is tested to ensure that its frequency response matches that of the reference;
that it will be able to hold up under high power inputs; that all of the gluing and other
steps of the assembly process that we’ve seen can handle real-world use. Each Energy
speaker leaves the factory with a five-year warranty; API wants to be sure that it will
survive at least that long.
What I’ve skipped in this article are the design
stages, which at API are integrated into all the other processes. API’s main offices
are in the same building as the factory, so the design engineers can easily get their
hands on the manufacturing side of things, and vice versa. I used to design shop-floor
computer equipment, and I know that few things motivate an engineer to produce a
bulletproof design as much as the knowledge that an angry mob of assemblers and machinists
flummoxed by your design glitch can find your office in a couple of minutes, before their
torches have burned out. Nor can it be overstated how helpful it is to a designer to be
able to get instant feedback about a proposed change. At API, a morning change to a driver
design can be turned into a new speaker by the afternoon, and placed in their anechoic
chamber for complete measurements by the end of the day. That dramatically speeds the
whole design process.
Mass production nowadays is often synonymous with low
quality. It’s refreshing to see the benefits of large-scale manufacturing being used
to create products as solid as those from API’s Athena, Energy, and Mirage
loudspeaker lines. Nor is the Energy encore2 the least expensive speaker that comes out of
the API facility. A pair of Athena AS-B1s stand out in my mind as being one of the best
ways you can spend $180 on audio equipment. I look forward to new products from API even
more now that I’ve seen the care they put into building them.
...Greg Smith
|